
產品介紹
 螺紋護套HELI-COIL
螺紋護套HELI-COIL
以前,在螺紋接合的時候,為強化強度較低之輕金屬或非金屬(如塑膠、木材等)之螺紋時,常常使用各種螺紋襯套。而螺紋護套係把具有螺紋形狀的菱形斷面支線材,捲繞成為彈簧狀態之極精密最理想之螺紋襯套。
螺紋護套使用作業順序表

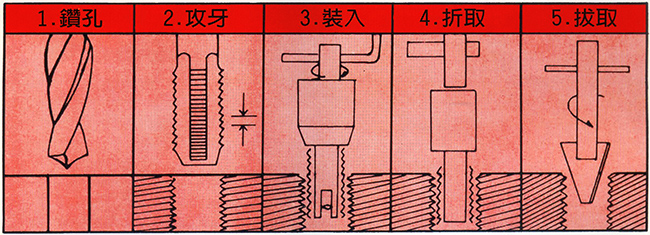
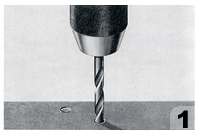
■鑽孔 鑽適當的孔徑
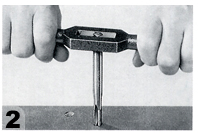
■攻牙 用專用護套加大絲攻造牙
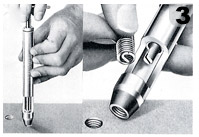
■裝入護套
導舌朝下,施予些微壓力,輕輕順時針轉動,轉入母材。

■導舌打斷
轉至定點後,將導舌打斷。不可用裝入工具反轉,打斷須使用折斷工具,垂直90度打斷導舌。
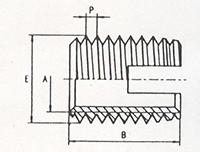
螺紋護套相關尺寸表:
本公司另備有銅螺紋護套及無尾螺紋護套
本公司規格庫存齊全歡迎來電洽詢
順昶企業有限公司,板橋區螺蚊護套,無尾螺紋護套,新北市真空螺絲,螺帽,台北不銹鋼螺絲,護套工具,北部螺蚊護套

 302 Threaded Inserts(槽型) Self-Tapping
302 Threaded Inserts(槽型) Self-Tapping
產品 | 內螺紋 | 外螺紋 | 長度 B | 參考鈷孔徑註(1) | 最小鉆孔 深度(註2) T | ||||
| 公制A | 英制 | 外徑 | P | ||||||
| M2.5 M3 | NO.2 NO.4 | 4.5 5 | 0.5 0.5 | 6 6 | 4.0~4.1 4.5~4.6 | 4.1~4.2 4.6~4.7 | 4.2~4.3 | 8 8 | |
| M3.5 M4 | NO.6 NO.8 | 6 6.5 | 0.75 0.75 | 8 8 | 5.3~5.4 5.8~5.9 | 5.5~5.6 6.0~6.1 | 5.6~5.7 | 10 10 | |
| M5 M6(a) | NO.10 NO.12 | 8 9 | 1 1 | 10 12 | 7.1~7.2 8.1~8.2 | 7.3~7.5 8.3~8.5 | 7.5~7.6 | 13 15 | |
| M6 M8 | 1/4" 5/16" | 10 12 | 1.5 1.5 | 14 15 | 9.0~9.2 10.6~10.8 | 9.2~9.3 11~11.2 | 9.3~9.4 | 17 18 | |
| M10 M12 | 3/8" 7/6" | 14 16 | 1.5 1.5 | 18 22 | 12.6~12.8 14.6~14.8 | 13.0~13.3 15.0~15.3 | 13.2~13.4 15.2~15.4 | 22 26 | |
| M14 M16 | 1/2" 5/8" | 18 20 | 1.5 1.5 | 24 22 | 16.6~16.8 18.6~18.8 | 17.0~17.3 19.0~19.3 | 17.2~17.5 19.2~19.5 | 28 27 | |
| M18 M20 | ─ ─ | 22 26 | 1.5 1.5 | 24 27 | 20.6~20.8 24.6~24.8 | 21.0~21.3 25.0~25.3 | 21.2~21.5 25.2~25.5 | 29 32 | |
| M22 M24 | 3/4" 7/8" | 26 30 | 1.5 1.5 | 30 30 | 24.6~24.8 28.6~28.8 | 25.0~25.3 29.0~29.3 | 25.2~25.5 29.2~29.5 | 36 36 | |
| M27 M30 | 1" ─ | 34 36 | 1.5 1.5 | 30 40 | 32.6~32.8 34.6~34.8 | 33.0~33.3 35.0~35.3 | 33.2~33.5 35.2~35.5 | 36 46 | |
產品材質種類:-S-快削鋼
-SUS-不銹鋼
303 Thin Walled Threaded Inserts(薄壁型)Self-Tapping
產 品 編 號 | 內螺紋 | 外螺紋 | 長度 | 參考鈷孔徑註(1) | 最小 | |||||
公制A | 外徑 | P | 塑膠 | 鋁合金 | 鑄鐵 | |||||
303 0 030.. | M3 | M4.5 | 0.5 | 6 | 4.0 | 4.1 | 4.2 | 8 | ||
303 0 040.. | M4 | M6 | 0.7 | 6 | 5.3 | 5.5 | 5.6 | 8 | ||
303 0 050.. | M5 | M7 | 0.8 | 8 | 6.3 | 6.4 | 6.5 | 10 | ||
303 0 060.. | M6 | M8 | 1.0 | 10 | 7.1 | 7.3 | 7.5 | 13 | ||
產品材質種類:SUS-不銹鋼
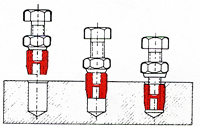
<裝配方法>

少量時的裝配方法示意圖
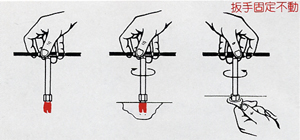
螺栓和螺帽
萬一缺少專用工具時一般的螺栓和螺帽也能使用。先用螺帽將螺套固定住再旋入下穴,裝妥後將螺栓固定,旋開螺帽,即可將螺栓順利取出。
 |  |
產 品 編 號 | 內螺紋 | 外螺紋 | 長度 | 參考鈷孔徑註(1) | 最小 | |||||
公制A | 英制 | 外徑 | P | 鋁合金 | 鑄鐵 | |||||
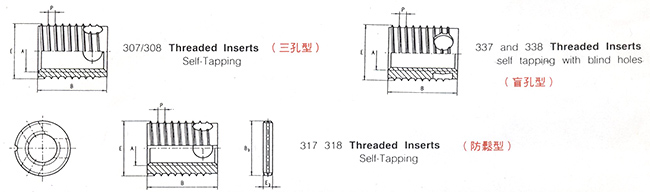
307 0 030.. |
| 337 0 030.. | M3 | NO.4 | 5 | 0.6 | 4 | 4.6~4.7 | 4.7~4.8 | 6 |
307 0 035.. | 337 0 035.. | M3.5 | NO.6 | 6 | 0.8 | 5 | 5.5~5.6 | 5.6~5.7 | 7 | |
307 0 040.. | 317 0 040.. | 337 0 040.. | M4 | NO.8 | 6.5 | 0.8 | 6 | 6.0~6.1 | 6.1~6.2 | 8 |
307 0 050.. | 317 0 050.. | 337 0 050.. | M5 | NO.10 | 8 | 1 | 7 | 7.4~7.5 | 7.6~7.7 | 9 |
307 0 060.. | 317 0 060.. | 337 0 060.. | M6 | 1/4" | 10 | 1.25 | 8 | 9.3~9.4 | 9.5~9.6 | 10 |
307 0 080.. | 317 0 080.. | 337 0 080.. | M8 | 5/16" | 12 | 1.5 | 9 | 11.1~11.3 | 11.3~11.5 | 11 |
307 0 100.. | 317 0 100.. | 337 0 100.. | M10 | 3/8" | 14 | 1.5 | 10 | 13.1~13.3 | 13.3~13.5 | 13 |
307 0 120.. | 317 0 120.. | 337 0 120.. | M12 | 7/16" | 16 | 1.75 | 12 | 15.0~156.2 | 15.3~15.5 | 15 |
307 0 140.. | 317 0 140.. | 337 0 140.. | M14 | 1/2" | 18 | 2 | 14 | 17.0~17.2 | 17.3~17.5 | 17 |
307 0 160.. | 317 0 160.. | 337 0 160.. | M16 | 5/8" | 20 | 2 | 14 | 19.0~19.2 | 19.3~19.5 | 17 |
註(1):以上鉆孔徑值僅供作參考用,使用者應根據實際試裝經驗得到最佳工作效率及締結強度、最重要的是在每
鉆第一孔時一定要用適當量規去檢查實鉆孔徑是否正確。
註(2):最小鉆孔深度之要求乃為利於排屑之用,使用者加工時應按表格所列之數據。
註(3):硬碎塑膠之鉆孔徑可參考鋁合金之鉆孔徑,或實物裝配測試得之。

不銹鋼螺絲
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
自攻加強螺套-手動工具No.610
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
螺紋護套-螺旋絲攻
螺紋護套規格,螺紋護套安裝,螺紋護套螺絲攻,螺紋護套價格,螺 ...
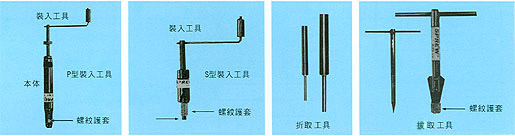
螺紋護套-拔取工具

螺紋護套-折取工具
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
螺紋護套-裝入工具(s型)
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
螺紋護套-裝入工具(P型)
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
自攻螺套-快削鋼
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
自攻螺套-不銹鋼
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
螺紋護套-防鬆型
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
螺紋護套-標準型
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
螺紋護套-標準型
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
各類螺套
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
有尾電動工具軸芯

無尾螺紋護套裝入工具
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
不銹鋼真空螺絲
順昶企業有限公司位於新北市板橋區在螺套方面有三十年的豐富經驗 ...
